کد محصول: MF-508




لبه چسبان 5 ایستگاه داوانتی 4سال کارکرد
لبه چسبان 5 داوانتی
قیمت دست دو
۱۶۵,۰۰۰,۰۰۰ تومان
قیمت اصلی
۲۸۵,۰۰۰,۰۰۰ تومان
لبه چسبان به ترتیب دارای ۵ ایستگاه چسب زنی، اره سرو ته زن، فرز بالا و پایین، لیسه، و پولیش میباشد.

چسب زنی و پرس:
چسب گرانول توسط هیتر در مخزن ذوب میشود و در ایستگاه اول توسط غلتک روی لبه کار قرار میگیرد. در ایستگاه دوم نوار روی لبه از طریق ۴ عدد غلتک با قابلیت تنظیم جداگانه فشار پرس میشود. دمای چسب بین ۷۵ تا ۲۱۰ درجه قابل تنظیم است. قطعه کار توسط ریلهای ترانسفر (تراک) مقابل ایستگاهها و از چپ به راست مختلف قرار میگیرد.
در ایستگاه دوم دو موتور با سرعت ۱۲ هزار دور در دقیقه ابتدا و انتهای ورق MDF را برش میدهند. با توجه به سرعت تنظیمشده در دستگاه و طول قطعه کار، با فرمان پی ال سی (PLC) دو موتور لبههای اضافی پی وی سی ابتدا و انتهای قطعه را برش میدهند.
ایستگاه فرز بالا و پایین
در فرز در بالا و پایین ورق اضافههای نوار را از لبهی کار برش میدهد. در این مدل یک دستگاه فرز هر دو وظیفه برداشتن لبههای اضافه و گرد کردن آن را بر عهده دارد.ایستگاه فرز این دستگاه به صورت جدا بوده در واقع دو موتور فرز را شامل میشود
اره سرو ته زن:پس از چسبیدن نوار به لبه، اضافههایی از نوار که پس از فرآیند لبه چسبانی بر روی کار به جا میماند توسط اره سر و ته زن بریده میشود.این بخش دارای دو موتور میباشد که به صورت اتوماتیک دو سر نوار را کات میکند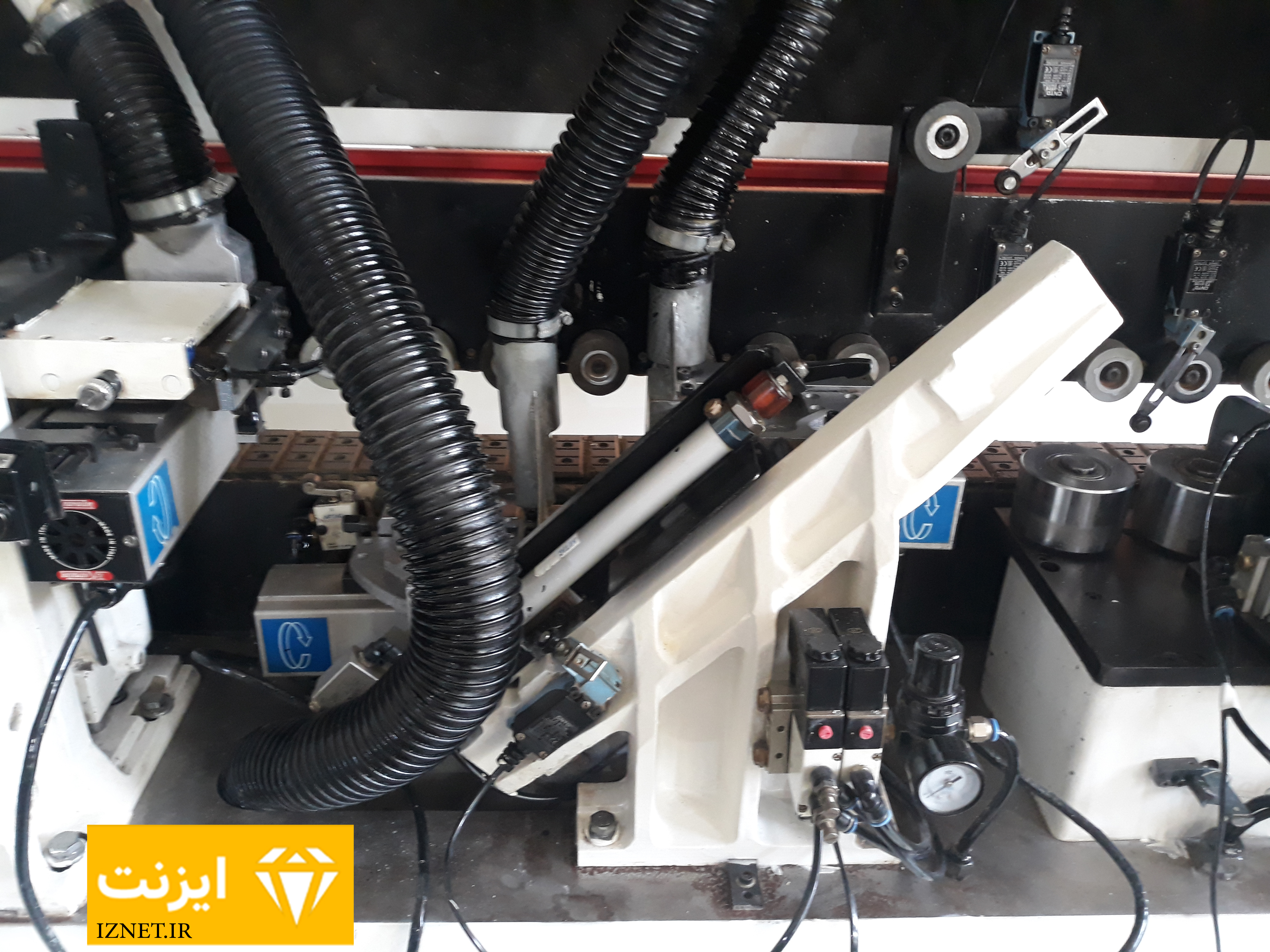
ایستگاه لیسه
ایستگاه لیسه مکمل ایستگاه فرز بالا و پایین است. حالت دندان موشی ناشی از ایستگاه فرز را رفع میکند. تیغهها لایهای بسیار نازک از روی نوار را بر میدارند.
پولیش نهایی نوار:در دستگاه لبه چسبان 368از دو موتور ۱۴۴۰ دور در دقیقه (RPM) برای پولیش نهایی لبهها و پاک کردن نواحی کدر شده استفاده میشود. از طریق دو پد نمدی نصب شده روی محور موتورها پولیشکاری نهایی لبهها صورت میگیرد. زاویه صفحات نمدی بهصورت دستی قابل تغییر است.
نقاط قوت
- ابعاد مناسب
- تحت لیسانس ایتالیا
- موتور های دور بالا
ویژگیهای محصول
برق دستگاه
سه فاز
ارتفاع دستگاه
160 سانتیمتر
عرض دستگاه
85سانتیمتر
طول دستگاه
3 متر
قدرت موتور پولیش
0/18 کیلو وات
نوع لیسه
ردیوس
دور موتور فرز
12 هزار دور در دقیقه
قدرت موتور گیربکس
3HP
فرکانس صدا
50 HZ
حداکثر قدرت
6/1کیلو وات
اندازه پنل
140-2400میلی متر
ضخامت پنل
10-40 میلی متر
برق دستگاه
سه فاز
تحت لیسانس
ایتالیا
رنگ
سفید-قرمز
ساخت
چین
محصولات مرتبط




5 stars, based on 1 reviews