کد محصول: DMR4




لبه چسبان 4 ایستگاه دامار 6 سال کارکرد
لبه چسبان
قیمت دست دو
۸۰,۰۰۰,۰۰۰ تومان
قیمت اصلی
۱۸۰,۰۰۰,۰۰۰ تومان
استفاده از دستگاه لبه چسبان ازاینجهت در فرآوری مصنوعات چوبی رایج است که هنگام برش این مصنوعات مانند ام دی اف و نئوپان، لبههایی ناهموار و خشن بر لبه کار ایجاد میشود. به همین دلیل نیاز است لبههای محصولات به نواری نازک مجهز شوند تا کیفیت سطح روکش شده در تمام قطعه حفظ شود. این عملیات به کمک دستگاه لبه چسبان بهخوبی صورت میگیرد.
گرچه لبه چسبانی موجب زیبایی مصنوعات میشود اما افزایش مقاومت اصلیترین دلیل کاربرد لبه چسبان در تولید و کاربرد محصولات ساختهشده با ام دی اف، نئوپان و … است. به عبارت بهتر جلوگیری از لبپر شدن و افزایش مقاومت در تغییر شکل و همچنین در برابر آسیبهای محیطی همچون حرارت و رطوبت مزایای حائز اهمیت لبه چسبانی است.
درگذشته لبه چسبانی قطعات بهوسیله نوارهای پشت چسبدار و با دستگاهی مانند اتو انجام میشد؛ این عملیات بسیار وقتگیر و دشوار بود و کیفیت مطلوب را نیز برای محصول ایجاد نمیکرد.
اما امروزه این فرایند بهوسیله دستگاههای پیشرفته و خودکار انجام میشود که ضمن بیشتر شدن سهولت و سرعت عملیات، کیفیت بالاتری را نیز برای محصول به ارمغان میآورد.
لبه چسبانی در دستگاههای اتومات به صورتهای مختلفی انجام میشود. این مراحل که با عنوان «ایستگاه» خوانده میشوند در دستگاههای مختلف صنعتی و نیمهصنعتی تفاوت دارند. به جز ایستگاهها، سرعت، ابعاد، رطوبت، چسب و برق مصرفی این دستگاهها نیز متفاوت است.
روند کار دستگاه لبه چسبان بهطورکلی شامل ورود قطعه کار به دستگاه، چسب خوری لبههای آن، اتصال نوار به لبه کار بهوسیله غلطک ها و حرارت دادن برای چسبیدن نوار به لبه است. پس از طی این مراحل در نهایت، برای تراز شدن و زیبایی بیشتر، لبههای کار فرزکاری و پولیش میشوند.
همانطور که گفته شد تعداد ایستگاههای دستگاههای لبه چسبان در دستگاههای مختلف متفاوت است. این عدد از سه ایستگاه در دستگاههای ساده تا دوازده ایستگاه در دستگاههای پیشرفته متغیر است. هر چه ایستگاهها بیشتر و پروسه لبه چسبانی پیشرفتهتر باشد قیمت لبه چسبان نیز بیشتر خواهد بود. ایستگاههای دستگاه لبه چسبان را بهطورکلی میتوان در دستههای زیر تقسیمبندی کرد.
- غلطک یا نوار پیش برنده
- ایستگاه پیش گرمکن
- ایستگاه پیش فرز
- ایستگاه اسپری
- ایستگاه چسب
- ایستگاه غلطک فشار
- ایستگاه اره سروته زن
- ایستگاه فرز بالا و پایین
- ایستگاه گوشه زن
- ایستگاه لیسه نوار
- ایستگاه لیسه سطح و چسب
- ایستگاه پولیش
کاربرد دستگاه لبه چسبان
قطعاتی که در این دستگاه جای میگیرند، بسته به ابعاد و کارایی دستگاه متفاوتاند. ممکن است این دستگاه برای لبه چسبانی دربهای کابینت، درب و لبههای کمدها و قفسهها، در چوبی و… به کار رود. البته لبه چسبانی این محصولات غالباً در مواردی کاربرد دارد که از فرآوردههای چوب مانند ام دی اف و نئوپان در تولید محصول استفاده شود.
کابینت
صنعت ساخت و تولید کابینت آشپزخانه یکی از مهمترین صنایعی است که بیشترین استفاده را از لبه چسبان میکند. تمام لبههای بدنه و دربهای کابینت ام دی اف یا حتی کابینت چوبی نیازمند لبه چسبانی است تا سطوح نرم و مقاومی ایجاد کند. با توجه به شرایط آشپزخانهها و استفاده مکرر از این محیط و امکانات آن نیاز است تا محصولات مصرفی در دکوراسیون آشپزخانه ازلحاظ زیبایی، کیفیت و مقاومت در بالاترین سطح ممکن باشند. لبه چسبانی در و بدنه کابینت آشپزخانه، زیبایی موردنیاز و مقاومت در برابر رطوبت، آسیبهای محیطی و لب پر شدن را فراهم میکند. در لبه چسبانیِ کابینت آشپزخانه از نواری از جنس، طرح و رنگ روکش کابینتم دی اف استفاده میشود.
کمد و قفسه
کمدها، قفسهها، کتابخانهها و حتی شلفهای چوبی و ام دی افی نیز همچون کابینت آشپزخانه برای زیبایی، طول عمر و حفظ کیفیت نیازمند لبه چسبانی هستند. در این محصولات که در مواردی بهعنوان عنصری تزئینی در محیط به کار میروند، زیبایی امری ضروری است؛ بنابراین نیاز است تا با لبه چسبان زیبایی و کیفیت موردنظر تأمین شود.
در چوبی
در چوبی که از چوبهای طبیعی ساخته میشود و یا درهای چوبی که از مصنوعات چوب مانند ام دی اف، اج دی اف و یا حتی نئوپان تولید میشوند ممکن است در طول زمان و در اثر باز و بسته شدن متعدد آسیب ببینند، لب پر شوند و کیفیت خود را از دست بدهند. برای برخورداری از کیفیت مطلوب در ساخت در چوبی طبیعی و یا مصنوعی نیز لبه چسبانی نیاز است. دستگاه لبه چسبان مورد استفاده در تولید درب چوبی بزرگتر و پیشرفته از لبه چسبان کابینت آشپزخانه است.
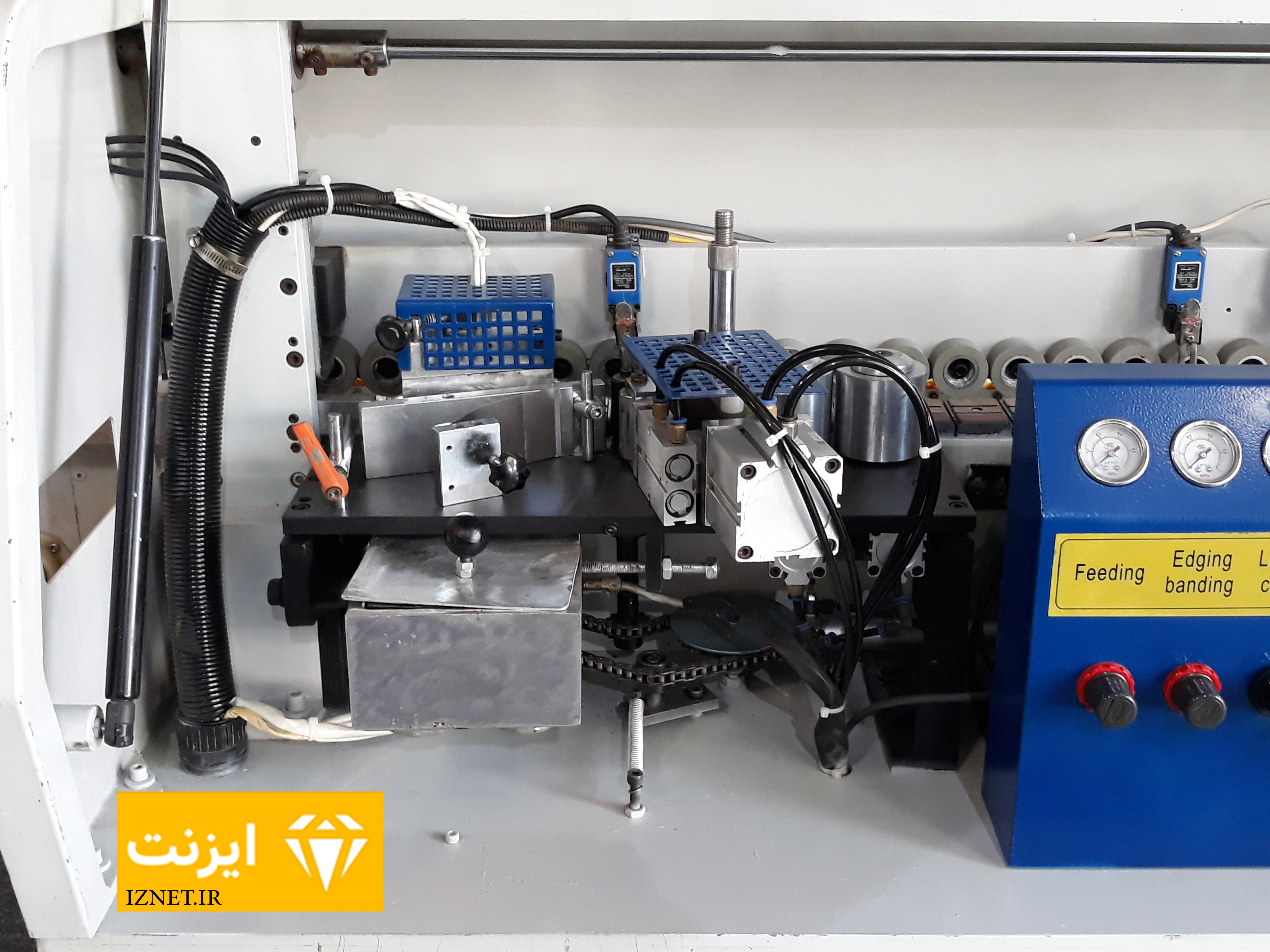
دستگاه دامار دستگاهی چهار ایستگاه که به ترتیب:
چسباندن:چسب گرانول توسط هیتر در مخزن ذوب میشود و در ایستگاه اول توسط غلتک روی لبه کار قرار میگیرد. در ایستگاه دوم نوار روی لبه از طریق ۴ عدد غلتک با قابلیت تنظیم جداگانه فشار پرس میشود. دمای چسب بین ۷۵ تا ۲۱۰ درجه قابل تنظیم است. قطعه کار توسط ریلهای ترانسفر (تراک) مقابل ایستگاهها و از چپ به راست مختلف قرار میگیرد.

چسب زنی و پرس:
چسب گرانول توسط هیتر در مخزن ذوب میشود و در ایستگاه اول توسط غلتک روی لبه کار قرار میگیرد. در ایستگاه دوم نوار روی لبه از طریق ۴ عدد غلتک با قابلیت تنظیم جداگانه فشار پرس میشود. دمای چسب بین ۷۵ تا ۲۱۰ درجه قابل تنظیم است. قطعه کار توسط ریلهای ترانسفر (تراک) مقابل ایستگاهها و از چپ به راست مختلف قرار میگیرد.
ایستگاه فرز بالا و پایین ایستگاه پولیش
در فرز در بالا و پایین ورق اضافههای نوار را از لبهی کار برش میدهد. در این مدل یک دستگاه فرز هر دو وظیفه برداشتن لبههای اضافه و گرد کردن آن را بر عهده دارد.ایستگاه فرز این دستگاه به صورت جدا بوده در واقع دو موتور فرز را شامل میشود پولیش نهایی لبهها و پاک کردن نواحی کدر شده استفاده میشود. از طریق دو پد نمدی نصب شده روی محور موتورها پولیشکاری نهایی لبهها صورت میگیرد. زاویه صفحات نمدی بهصورت دستی قابل تغییر است.

اره سرو ته زن:پس از چسبیدن نوار به لبه، اضافههایی از نوار که پس از فرآیند لبه چسبانی بر روی کار به جا میماند توسط اره سر و ته زن بریده میشود.این بخش دارای دو موتور میباشد که به صورت اتوماتیک دو سر نوار را کات میکند

نقاط قوت
- اتاق دار بودن دستگاه
- چهار ایستگاه بودن دستگاه
- اتومات بودن دستگاه
نقاط ضعف
- ضعیف بودن گیربکس
- وزن پایین دستگاه
ویژگیهای محصول
برق دستگاه
3فاز
سرعت موتور فرز
12هزار دور
قدرت موتور گیربگس
2HP
تعداد ایستگاه
4ایستگاه
ارتفاع دستگاه
150 سانتیمتر
عرض دستگاه
85سانتیمتر
طول دستگاه
250سانتیمتر
سال ساخت
2013
نام برند
دامار
ساخت
چین
رنگ
سفید-آبی



